自动焊机的特点和应用技巧
发布者:博越焊接设备
发布日期:2017-12-26自动焊机是创建在电动机操控技术、单片机操控技术、PLC操控技术及数操控技术等根柢上的一种自动焊机。
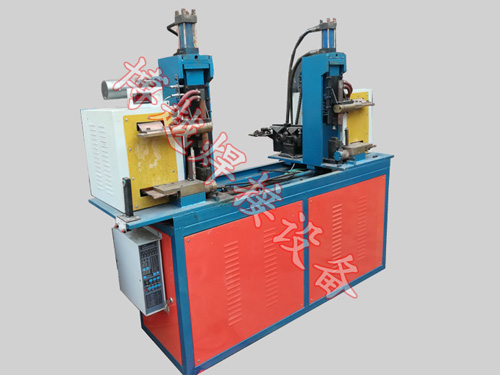
自动焊机重要由工件自动上料、下料组织,工件工位自动变换组织,工件自动装夹组织,以及工件自动焊机焊接进程自动化系统,系统集成操控等构成。右图即为一套在流水线的热水器生产线自动焊机团体图,包含自动上下料、自动传送、自动装夹和自动焊机焊接进程自动化等组织构成。
自动焊机系采用双面双点过流焊接的原理,任务时两个电极加压工件使两层金属在两电极的压力下构成 的接触电阻,而自动焊机焊接电流从一电极流经另一电极时在两接触电阻点构成霎时的热熔接,且焊接电流霎时从另一电极沿两工件流至此电极构成回路,不伤及被焊工件的外部构造。汽动自动焊机任务时当电极不变时,焊接时电阻取决与它自身电阻率。因而,电阻率是焊资料的重要的焊接功能。电阻率高导电性差(如不锈钢)电阻率导电性好(如铝合金)。所以,点焊机点焊不锈钢时产热易而散热难,自动焊机点焊铝合金时产热难而散热易。点焊时,前者可用较小电流(几千安培),然后者就用很大电流(几万安培)。电阻率不只跟金属品种,还跟金属的热处理形态、加工方式及温度有关。
自动焊机的特点:
1、自动焊机焊接电源,其输入功率和焊接特性应与拟用的焊接工艺办法相婚配,并装有与主控制器相衔接的接口。
2、自动焊机送丝机及其控制与调速零碎,关于送丝速度控制精度要求较高送丝机,其控制电路应加测速反应。
3、焊接机头用其挪动机构,其由焊接机头,焊接机头支承架,悬挂式拖板等组成,地于型焊头机构,其驱动零碎应采用装有编码器的伺服电动机。
4、焊件挪动或变位机构,如焊接滚轮架,头尾架翻转机,回转平台和变位机等,型的挪动变位机构应配伺服电动机驱动。
5、焊件夹紧机构。
6、自动焊机主控制器,亦称零碎控制器,次要用于各组成局部的联动控制,焊接顺序的控制,次要焊接参数的设定,调整和显示。 时可扩展毛病诊断和人机对话等控制功用。
7、计算机软件,焊接设备中常用的计算机软件有:编程软件,功用软件,工艺办法软件和专家零碎等对焊机。
8、自动焊机焊头导向或跟踪机构,弧压自动控制器,焊枪横摆器和监控零碎。
9、辅佐安装,如送丝零碎,循环水冷零碎、焊剂回收保送安装、焊丝支架、电缆软管。
自动焊机点焊机应用技巧:
1、自动焊机在机电设备维修时往往遇上旧设备螺丝拧不动,在这种情况下气动点焊机就能帮上大忙。方法是:将电焊机的电流调成 大,电压调到 低。用气动点焊机地线接外壳,用电焊钳子挟住一块碳精棒接要拧的螺丝上。通电几分钟到螺丝发热发红即停机趁热滴上点机油或其它油,待螺丝凉透后一拧即掉。
2、自动焊机在电机电器维修中遇到铜线、铜排等的部件,部位不能用明火焊接(气焊)时,可用电焊机低电压,电流经调整后通过碳棒接到焊接部位上,可用银焊片或磷铜、焊锡等加助剂进行焊接,也可使铜线自身焊接。
3、自动焊机在电机维修换线圈时,可用气动点焊机的低电压大电流进行定转子线圈的烘干、排潮,以替代烘干箱。
上一篇:点焊机安装注意事项和故障预防办法
下一篇:对焊机使用事项和焊接的指标